1-10 Ok torna degirmen öwrüm merkezi buraw gözegçiligi 1500MD
Önümiň parametrleri
Programma: Torna we öwrüm merkezi, CNC buraw maşyn, CNC agaç işleýän maşyn, CNC freze enjamlary, CNC buraw enjamlary we esasanam awtomatiki enjamlar
Ok: 1-10axis
Enjamlaryň synag hasabaty: berilýär.
Funksiýa: ATC, Makro funksiýasyny we PLC displeýini goldaň
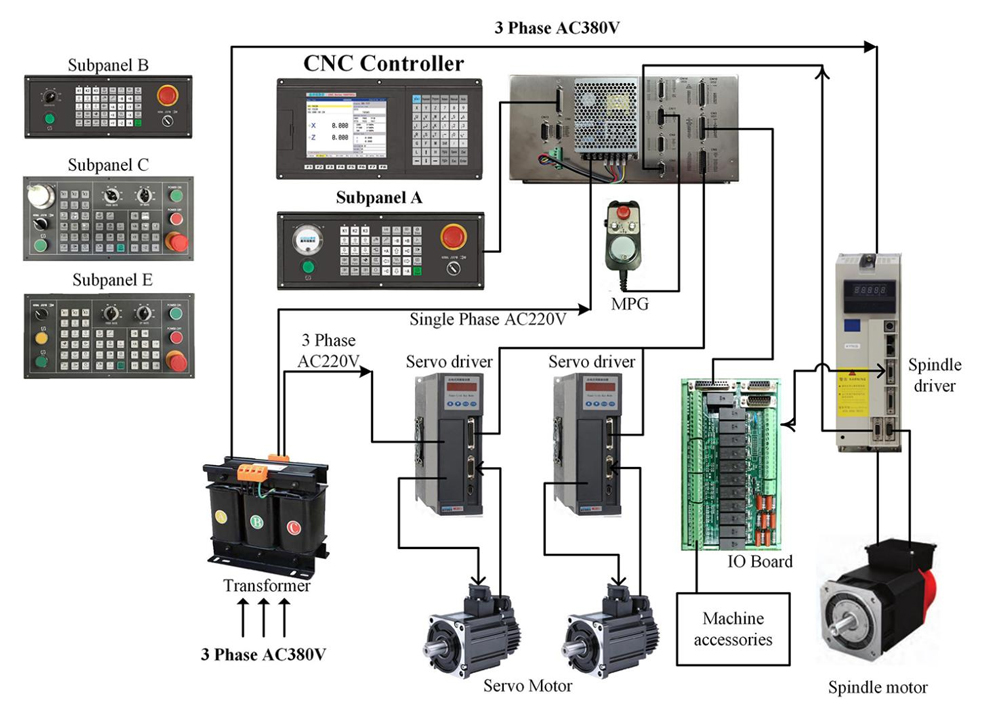
Esasy komponentler: PLC, CNC, Makro programmasy, CNC gözegçilik ediji.
CPU: ARM (32bits) + DSP + FPGA.
Port: 56input 32 çykyş
Agramy: 8KG
Ulanyjy dükany otagy: 128Mb
Interfeýs: USB + RS232 Aragatnaşyk porty.
Üpjünçilik ukyby aýda 10000 set / toplum.
Kepillik : 2 ýyl
Parametr jikme-jiklikleri (G kody görkezýär)
1. Çalt tapyň: G00
2. Göni çyzyk interpolýasiýasy: G01
3. Ark interpolýasiýasy: G02 / 03
4. Klineri ýa-da konusy kesmegiň sikli: G90
5. Ahyrky ýüzüni kesmegiň sikli: G94
6. Kesiş sapagynyň aýlawy: G92
7. Tapmagyň kesgitlenen aýlawy: G93
8. Aýlawda gödek kesilen sikl: G71
9. Ahyrky ýüzünde gödek kesilen sikl: G72
10. closedapyk kesilen sikl: G73
11. Ahyrky ýüzündäki buraw çuňlugynyň sikli: G74
12. Daşarky diametri bilen kesiş çukurynyň sikli: G75
13. Goşma sapagy kesmegiň sikli: G76
14. Programmanyň sikli: G22, G800
15. coerli koordinat ulgamy: G52
16. Geçmek görkezmesini kesgitläň: G31, G311
17. Polýus koordinaty: G15, G16
18. Metrik / Imperial programma: G20, G21
19. Koordinat düzüň, ofset: G184, G185
20. Iş bölegi koordinat ulgamy: G54 ~ G59
21. Gural radiusy C: G40, G41, G42
22. Takyk ýerleşiş / üznüksiz ýol prosesi: G60 / G64
23. Iýmitlendirmek tertibi: G98, G99
24. Programmanyň başlangyç nokadyna goldaw: G26
25. Bellenen nokada gaýdyp gelmek: G25, G61, G60
26. Maglumat bazasyna gaýdyp gelmek: G28
27. Asmak: G04
28. Makro programmasy: G65, G66, G67
29. Kömekçi funksiýa: S, M, T.
Müşderi öwgi
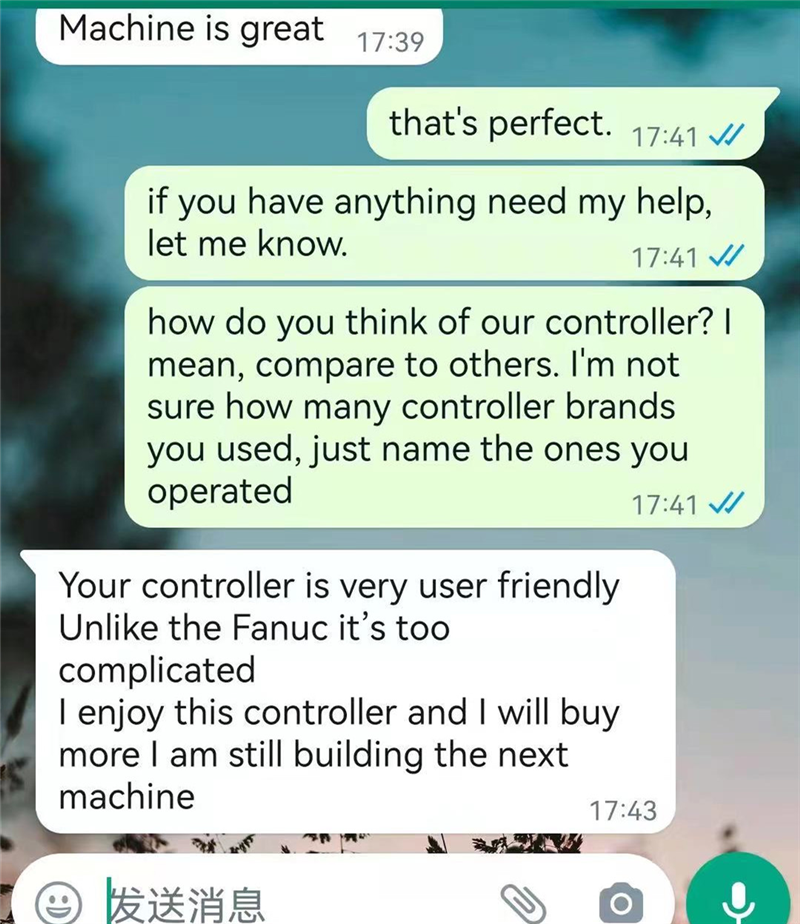

Müşderi meselesi